
350*175*7*11H型钢 海北热镀锌H型钢 加工切割



因此在引弧时不得直接指向垫环,应偏向一侧或者对准放入焊缝间隙的焊丝。形成熔池后,就可避免垫环烧穿;对于单面焊的遍焊道必须保证焊透,透过均匀。焊工操作可观察熔池的大小和塌落情况来判断是否焊透;并在适当时向熔池送入焊丝,然后慢慢焊,遇到有焊之处,可适当拉长电弧、放慢速度,以保证焊透;铝的特点导热快,焊接时需要的热量较大,一般固定焊口底部的起焊点易产生未焊透的现象。操作时稍拉长电弧预热动作,待熔池加热到一定温度后,再加焊丝,后半圈的起点应盖过前半圈;起点2~3毫米长的焊缝终点同样焊过头2~3毫米;焊工操作时应使焊、焊丝、焊口三者处于正确的空间位置;搭铁线应牢固夹在工件上,不得松动,引起电弧,擦伤工件表面。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在70 为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
钢 海北热镀锌H型钢 切割冲量调节阀的公称通径太小,致使流入主调节阀活塞室的蒸汽量不足,推动活塞向下运动的作用力不够,致使主调节阀阀芯不动。这种现象多发生于主调节阀式冲量调节阀有一个更换时,由于考虑不周而造成的。冲量调节阀回座后主调节阀延迟回座时间过长发生这种故障的主要原因有以下两个方面:一方面是,主调节阀活塞室的漏汽量大小,虽然冲量调节阀回座了,但存在管路中与活塞室中的蒸汽的压力仍很高,推动活塞向下的力仍很大,所以造成主调节阀回座迟缓。
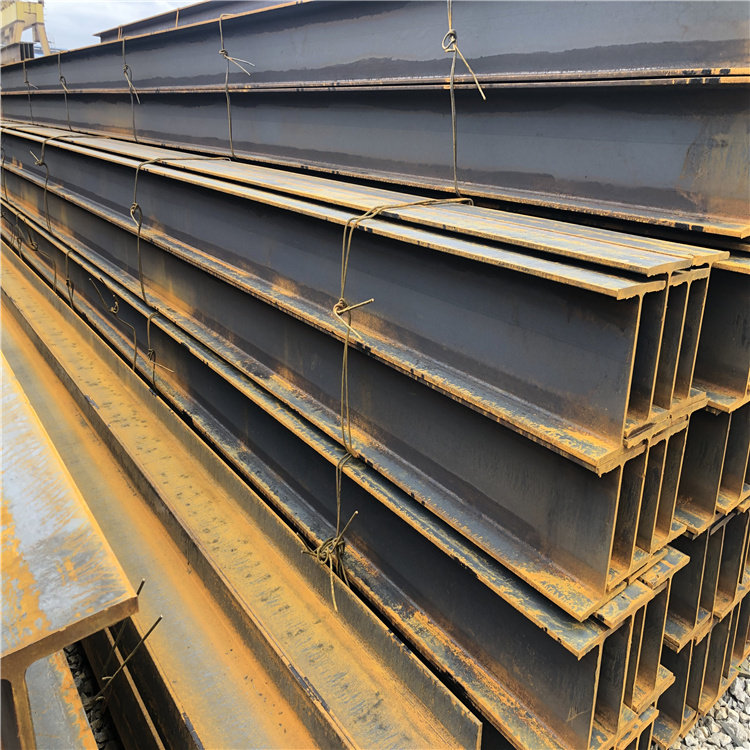
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰 *7*11H型钢 海北热镀锌H型钢 切割从实验成果看出,选用重选—浮选联合流程,金的总收回率可达57.88%,均匀档次为11克/吨,银的均匀档次为11克/吨,收回率为31.51%。但从表中看出,摇床重选对银没有富集效果,摇床精矿银档次仅为38克/吨,还没有原烧渣高。该烧渣终究选用阶段磨矿阶段选别流程。选冶联合流程收回烧渣中的金银牟平磷肥厂的黄铁矿选用欢腾炉焙烧制酸,硫精矿中首要为黄铁矿和磁黄铁矿。天然金粒度很细,.57—.74mm粒级占11.3%。上述.1%和.3%的静态精度能否保证分别达到1%和2%的动态精度还与供料系统的设计有关。现在,不少厂家规定其称重系统的精度在~额定称量值的整个称量范围内为水泥、水、外加剂±1%,砂、石料±2%。须知,预拌混凝土 标准要求的是实物计量精度,而一般计量仪器在~2%范围相对误差较大,还是混凝土搅拌楼(站)的行业标准中规定的2~1%的称量段满足水泥、水、外加剂±1%,砂、石料±2%的计量允许偏差更为实际一些。